

HME is a processing technology rooted in the plastics and food industries, yet since proving its value to pharmaceutical manufacturing in the 1990s with the market launch of Kaletra®, HME has become widely used to improve API bioavailability. To determine HME applicability for different APIs, AbbVie CMO employs a stage-based program based on clearly defined success criteria. This approach has enabled commercialization of multiple AbbVie and CMO client products to date, with approved drug products manufactured using HME including Norvir®, Viekira Pak®, Mavyret®, and Venclexta®, in addition to Kaletra®.
HME is an enabling processing technology that offers many benefits
HME is used to transform a powder blend of crystalline API, specialized polymeric materials, and any necessary excipients into an ASD. Provided the ASD is formulated appropriately, it releases the drug in small particles or nanoparticles during dissolution to produce and maintain a supersaturated solution whereby the apparent solubility of the API is greater than that of the parent. Extrudates generated from HME can then be further processed downstream for use in oral solid dosage forms including tablets (single/multiple layered, mini-tablets), capsules, and sachets.
Compared to spray drying, the other commonly used technology for producing ASDs, HME offers several advantages. First, HME benefits from fewer processing steps and a shortened production time since it can operate as a continuous process. HME also eliminates the need to use solvents, thereby lowering development and manufacturing costs and reducing potential safety concerns. Other advantages of HME are that it provides more dense material that can streamline downstream formulation processes and it is a mature technology affording relatively easy scale-up.
General considerations for HME
For HME to deliver on its intended purpose – whether that be to improve API solubility/bioavailability, modulate drug release, or address drug stability issues - an integrated understanding of both formulation and process is essential and hinges on the implementation of relevant controls. Developing this understanding begins with detailed characterization of the API, the polymer(s), and any other excipients, and includes evaluation of key API properties such as the solubility, melting temperature (Tm), solid state properties, lipophilicity, and both chemical and physical stability.
Polymer properties that must be assessed include the miscibility and compatibility of the polymer with the API, crystallization inhibition capability, compressibility, thermoplastic behavior, glass transition temperature (Tg), rheology properties, and thermal stability. Where a surfactant is incorporated into the ASD formulation (e.g., to increase drug loading, further enhance the dissolution rate, or facilitate the extrusion process by reducing the process temperature), the choice of surfactant and its miscibility among other components in the formulation must be carefully evaluated.
For pharmaceutical applications, HME typically employs co-rotated twin screw extruders that provide superior mixing capability and shorter material residence time compared to other extruder types. Key system parameters that can impact product quality include the specific energy and residence time distribution, whereas critical process parameters include the feed rate, screw speed, and barrel temperature. The latter are dictated by the choice of extruder and influenced by factors such as the length/diameter ratio (L/D), screw design, and die design.
When working with a thermolabile compound, it is especially important that formulation and process development ensure the chemical and physical stability of the ASD is maintained.
Advantages of a stage-based approach to determine HME applicability for APIs
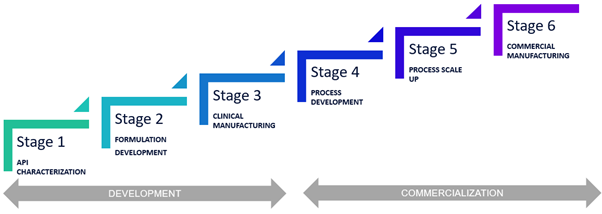
A stage-based approach to determine HME applicability offers fast, effective formulation and process development while also ensuring that a robust manufacturing process is obtained. However, it is essential that each stage includes clearly defined deliverables and success criteria and provides the CMO client the ability to opt out where an API is deemed unsuitable for HME as this can save significant time and cost. A well-designed, staged platform is divided into two major phases - development and commercialization - and is configured such that the development phase is not confined to running in only one direction. Having the flexibility to run both ways not only allows multiple studies to be performed in parallel but also enables the plethora of iterations necessary to develop a robust product and process for the intended use.
Within the development phase, there are three main stages. The first of these involves detailed API characterization and uses small quantities of the API to develop a comprehensive understanding of key attributes; this enables the technical feasibility of formulating the API as an ASD to be assessed. During stage 1, compounds defined by the biopharmaceutical classification system (BCS) as being class II or IV necessitate additional studies to determine whether HME is likely to increase bioavailability based on projected human dose and DMPK properties. In the hands of an experienced CMO, stage 1 pre-formulation studies typically take a period of several months to produce the information needed to guide formulation development in the next stage.
Stage 2 of the development phase comprises of formulation development and characterization. Within this stage, prototype formulations are developed, and pre-clinical/clinical materials are produced; in parallel, various studies are carried out to demonstrate that the ASD remains both chemically and physically stable. Other essential activities during stage 2 include establishing primary analytical testing methods and initiating HME process development.
In stage 3, the leading formulation is identified for clinical studies, and at this stage it is critical to partner with a CMO that has extensive experience and capability on clinical GMP supply. For compounds manufactured using HME technology, ready access to extruders at varying scales and at different global locations provides a robust network for supply of clinical material.
Successful Phase 1/2b clinical studies initiate the commercialization phase, where the final dosage form and commercial manufacturing process are defined. Like the development phase, the commercialization phase is divided into three main stages, in this case process development, process scale up/optimization and commercial manufacturing. During these stages, the process design space, product control strategy, specifications for raw materials and final drug product are confirmed. In addition, any analytical method validations/transfers are completed. Once all these stages have been successfully accomplished, commercial manufacturing can begin.
AbbVie employs a stage-based program based on clearly defined success criteria to determine HME applicability for APIs.
Unrivaled HME expertise
With over 30 years of HME experience, AbbVie CMO has built the largest network of pharmaceutical twin screw extruders in the world. These include non-GMP development extruder sizes ranging from 11-26 mm, and 18-70 mm extruders designed for GMP manufacturing. We also boast the largest HME capacity globally, with facilities spanning Europe and North America providing maximum flexibility in manufacturing location as well as redundancy in supply as required.
Our expertise in ASD formulation development, combined with our stage-based approach to determine HME applicability for APIs, offers numerous advantages to pharmaceutical development and manufacturing – as demonstrated through commercialization of our own products and the products of our CMO clients. This success is underpinned by close integration of our development and commercial manufacturing activities, and our ability to support all associated final dosage forms and packaging configurations.
To learn how AbbVie CMO can support your drug development and manufacturing efforts with HME capabilities spanning formulation development through commercial manufacturing, contact us at 1-847-457-0727 or visit www.abbviecontractmfg.com
