AbbVie Contract Manufacturing has been carefully safeguarding client IP and patient supply for over 40 years as a committed 3rd party manufacturing partner.




Our Services
-
Antibody Drug Conjugates -
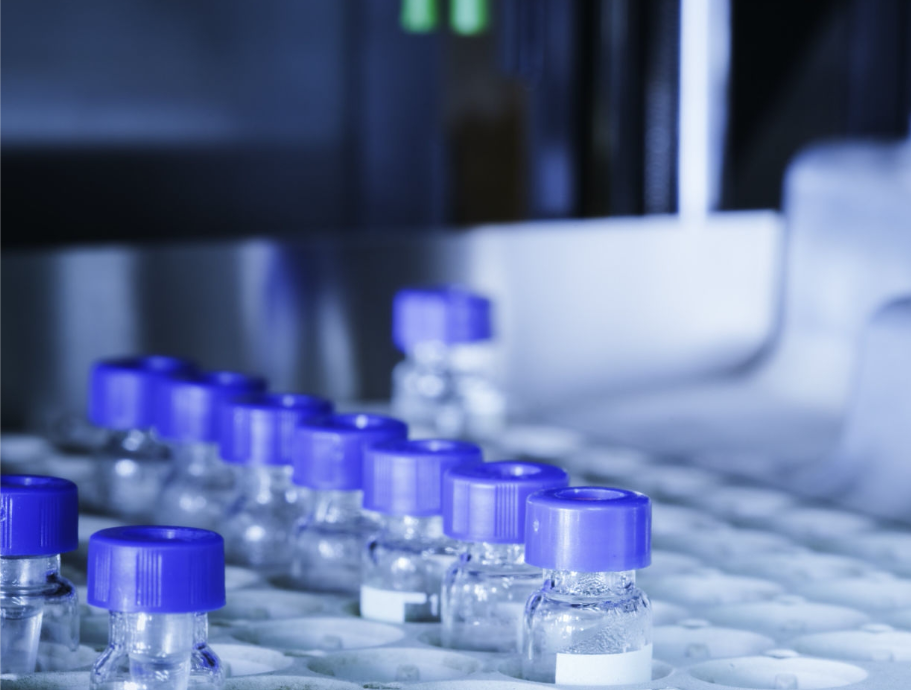
Aseptic Fill Finish -
Biologics -
Custom API -
Eye Care -
Hot Melt Extrusion -
Microbial Fermentation -
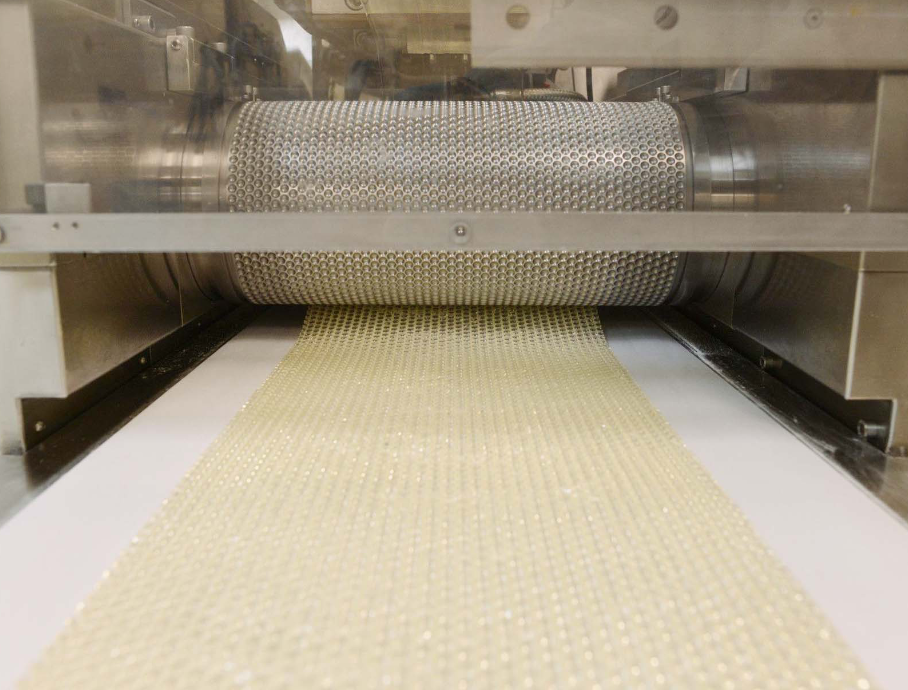
Oral Solid Dose -
Topical